|
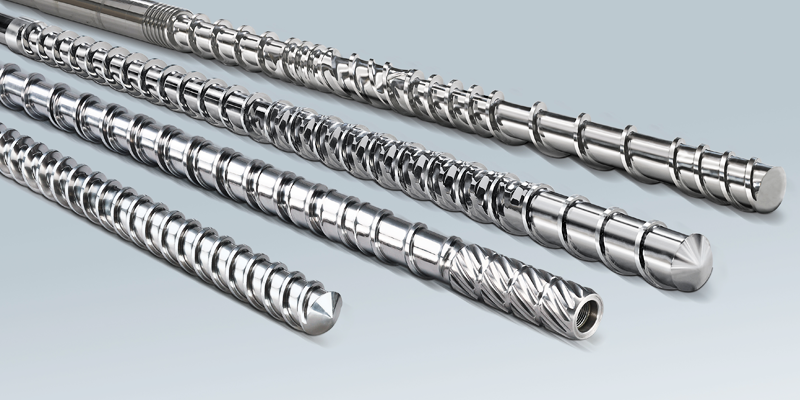
01Outline of Extrusion Screws
For stable molding of high quality plastic parts, the screw of the injection molding machine must be suitable for the properties of the polymer resin and the product. In this regard, it is critical to accomplish high discharge rate and sufficient kneading effect with optimized L/D ratio, CR(compression ratio), and other design features of the screw. Particularly, the mixing zone is the key point of screw design. Since an extruder processes various types of resins and products, the design requirements of the screw are very important. However, screw design is not an easy technology wherein the design elements cannot be analyzed, except the theoretical capacity. As such, most of the design elements are based on the data obtained by experiment and experience. KCS is operating a large database built through the long, rich experiences.
02Key Points of Extrusion Screws
- Extrusion Rate (capacity per unit time)
- Stability (kneading dispersibility, thermal stability, meltability, durability)
- Mechanical properties
03Design Points
 - Capacity
- According to the feasibility analysis of the desired volumetric discharge rate (screw diameter and rotational speed), determine the pivot point of the metering zone using the design values.
 - Design
- Having determined the pivot point on the basis of the capacity considered above, the compression ratio is determined suitable for the polymer resin, and the pivot point of the feeding zone. Next, determine the lengths of the three zones of the screw. These zones are determined with a basic principle, taking the L/D, length, and resin type into consideration. Particularly, the length of the compression zone shall be determined in accordance with the physical properties of the resin, to rapid gradient implement sharp or smooth gradient compression taper.
 - Effect
- The most basic design factor of an extruder is the processing capacity, which is dependent upon the physical properties of the resin, particularly, viscosity (Melt Index (MI) value).
|
|
.png)



.png)